河北铜液压件批发
发布时间:2024-07-14 01:10:28
河北铜液压件批发
空调铜配件紫铜三通管件液压成形的出产办法具有节材节能和提高产品质量等长处,但在成形进程中,管坯金属的变形行为非常复杂,理论剖析比较困难。现在,对管件成形进程的剖析办法首要分为以下三种:一是选用理论剖析与实检研讨相结合的办法,经过大量的实验研讨总结出管件成形的参数化的速度场,然后用能量法及主应力法进行求解,前苏联学者常选用此法。二是选用近似理论剖析办法,空调铜配件首要是假定变形是轴对称或是平固状态,选用主应力法或上限法进行求解,对解析解再乘以系数进行批改。这种办法实质上只能近似求解出远离过渡区域的主管、支管以及对称面上金属的变形,日本及中国学者常选用此法。三是数值梭拟仿真核算,首要选用有限元法,美国及韩国学者常釆用此法。空调铜配件紫铜T型三通这三种办法各有优缺点,合适不同的场合。一般地,在工艺规划、定性讨论成形规则及核算成形力的时候选用前两种办法,而要深化地定量研讨成形规则、提醒应力应变的分布以及优化工艺和模具结构时,就需要进行有限元模仿。有限元法(Finite Elemem Method)是数值剖析办法中应用为广泛而且 具有生命力的一种办法。近二十多年来,人们在有限元的理论、单元类型、材料本构联系、按触模型以及算法进步行了大量的研讨,使它在金属成形剖析中的应用范围不断扩大,从70年代到80年代中后期首要还只能解决平面问题和轴对称问题,到了90年代已经能够解决较为复杂的三维问题,现在正在不断提高核算功率和精度,开始向实用化方向发展。
河北铜液压件批发
在我们日常生活中常用的紫铜三通及紫铜管配件有:焊锡环自焊紫铜管件、卡套式紫铜管件、焊接式紫铜管件等。接下来就来讲下关于紫铜三通管件与紫铜管连接方式及施工安装。紫铜管一般采用卡套和焊接连接,紫铜管的连接方式还应按管路敷设方式等因素确定。明敷管宜用卡套和螺纹连接,暗敷管宜采用焊接连接,为防止渗漏带来的不良后果,建议建筑给水铜管尽量采用焊接连接。紫铜管(焊接连接)的施工安装介绍对光管来说焊接较简单,首先确定管材所须安装尺寸用专用切割刀沿垂直管中心线的方向将铜管切开,清洁铜管管口。用焊枪焊接管道。而覆塑铜管相对麻烦一些,先用专用切管器将外塑切开,用割塑刀将要去掉的外塑割开,使之与铜管分离,分离后沿管道方向将外塑对称切开(便于焊接后使外塑复位),小心将外塑向后翻,然后用胶带将其包扎好清洁铜管管口,用焊枪焊接管道,冷却后将外塑复位。以上就是关于紫铜三通管件与紫铜管连接方式及施工安装的介绍,现在随着我国对环保主题的提倡与实施,人民环保意识也逐渐增强,紫铜管在建筑领域中的应用会越来越广泛。

河北铜液压件批发
分集水器选一般在两路供应的空调系统中,都设置有集分水器,用来实现系统内水的流量分配和循环。在选择集分水器的型号时,通常考虑的标准是集分水器的筒体直径和长度,那么选型也应按照这两方面考虑。通常,集分水器的主筒体直径应按总流量通过时的断面流速(0.5-1.0m/s)初选,并应大于大接管开口直径的2倍;集分水器的主筒体长度应根据系统分集水管的数量来制订且每两个支管之间间距应为120mm(外径间距)。集分水器直径 D 的详细确定方法:①按断面流速确定直径D:分汽缸按断面流速 8-12m/s 计算;分水器和集水器按断面流速 0.3~0.7m/s 计算。②按经验公式估算来确定直径D:D=(1.5-3)DMAX (DMAX 支管大直径)。备注:①集分水器之间加电动压差旁通阀和旁通管(管径一般取 DN50) 。②集水器的回水管上应设温度计。集水器三、分集水器制作依据1、严格按照国家标准图集《05K232分集水器分汽缸》设计制作,筒体壁厚达到要求。2、根据实际使用情况,优化压力表及温度计接口,便于安装使用,测温准确。3、根据各接管法兰,选用蝶阀专用法兰或者平焊法兰,确保法兰与对应阀门的匹配,法兰与阀门接触面积大,强度高,少泄露。4、所有焊接接口均打磨光滑,出厂前压力试验超过国家标准,确保稳定运行。5、出厂前做水压试验,确保产品使用过程中无泄露。6、可根据用户需要设计集分水器尺寸,确保使用效果。

河北铜液压件批发
一、如何将工业冷水机的制冷剂收回到储液器?将工业冷水机的制冷剂收回到储液器的具体操作过程是:1、翻开工业冷水机制冷系统的所有阀门,空调铜配件而且逆时针拧动吸气截止阀使其处于全开状况,然后使用多用接头使修补阀与吸气截止阀相连接;2、封闭修补阀,将吸气截止阀调到三通方位;3、顺时针旋转,以封闭储液器的出口截止阀;4、发动工业冷水机的制冷压缩机,蒸发器内的主力军即被吸入冷凝器和储液器内。空调铜配件二、如何将工业冷水机的制冷剂收回到钢瓶?制冷剂是有专门的钢瓶储存,把工业水冷机中的制冷剂收回到钢瓶的过程:1、应该先在吸气截止阀的旁通孔通道接入带有压力真空表的修补阀,把吸气截止阀调到三通方位;2、逆时针拧动排气截止阀到全开状况,旋下排气截止阀旁通孔螺塞,装上多用接头;3、使用软管将内空的制冷剂钢瓶连接在排气截止阀的多用接头上,但是连接制冷剂钢瓶端的接头先不要拧紧;4、稍微翻开排气截止阀,扫除连接软管内的空气后,拧紧接头;5、彻底翻开制冷剂钢瓶的阀门,而且用冷却水不断冲淋制冷剂钢瓶;6、气动压缩机,顺时针缓慢封闭排气截止阀,工业冷水机内的制冷剂即被逐步压至制冷剂钢瓶内。工业冷水机的制冷剂不管是收回到储液器仍是钢瓶,只要制冷剂收回完结,那么吸气端压力表的压力都为0.01MPa,在封闭压缩机运行后,如果压力没有上升则表示制冷剂收回结束,如果压力有呈现上升,则表示制冷剂没有收回洁净,应该依照以上方法再次操作。

河北铜液压件批发
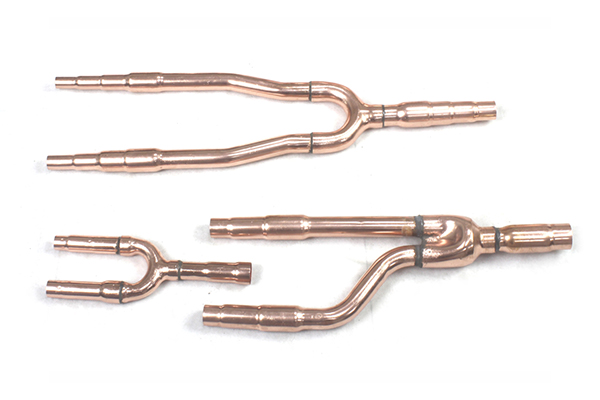
紫铜三通管件用在主管道要分支管处,常见的有Y型三通管以及爪型三通管件,在管路中主要用来做堵截、分配和改变介质的活动方向。三通是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,目前一般所采用的工艺有液压胀形和热压成形两种。铜三通1.液压胀形:经过金属材料的轴向补偿胀出支管的一种成形工艺,进程是采用专用液压机,将与三通直径持平的管坯内注入液体,经过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到三通支管胀出所需求的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔活动而胀出支管2.热压成形:三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向紧缩,在径向紧缩的进程中金属向支管方向活动并在冲模的拉伸下构成支管。整个进程是经过管坯的径向紧缩和支管部位的拉伸进程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。